คู่มือการบำรุงรักษาและซ่อมแซมเครื่องจักรผลิตอิฐประจำวัน และการจัดการชิ้นส่วนที่สึกหรอได้ง่าย
Jul 09, 2026
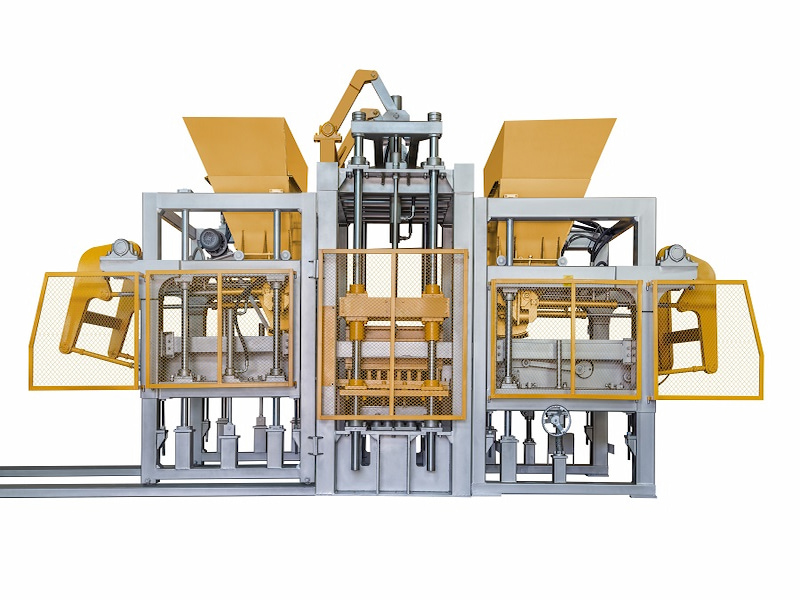
ในฐานะที่เป็นแกนหลัก อุปกรณ์ของสายการผลิตอิฐสถานะการทำงานของเครื่องจักรผลิตอิฐส่งผลโดยตรงต่อคุณภาพของผลิตภัณฑ์ ประสิทธิภาพการผลิต และผลกำไรขององค์กร ในการผลิตจริง มักเกิดความผิดพลาดของอุปกรณ์โดยไม่คาดคิด ในขณะที่ปัญหาหลายอย่างสามารถคาดการณ์ล่วงหน้าได้ บทความนี้ได้รวบรวมประเภทของความผิดพลาดที่พบบ่อยและประสบการณ์การบำรุงรักษาประจำวัน เพื่อจัดทำแผนการซ่อมแซมและการจัดการชิ้นส่วนที่ใช้งานได้จริงสำหรับผู้ปฏิบัติงานและผู้จัดการในสถานที่1. ประเภทของความล้มเหลวที่พบบ่อยและวิธีการแก้ไขปัญหาเบื้องต้น1. เซ็นเซอร์ทำงานผิดพลาดเซ็นเซอร์เปรียบเสมือน "ดวงตา" ของระบบควบคุมอัตโนมัติในเครื่องทำอิฐ เมื่ออุปกรณ์ทำงานผิดปกติหรือสถานีทำงานไม่ตอบสนอง สิ่งแรกที่ต้องสงสัยคือเซ็นเซอร์ทำงานอย่างถูกต้องหรือไม่ วิธีการแก้ไขปัญหานั้นง่ายมาก: ตรวจสอบส่วนติดต่อผู้ใช้ของกล่องควบคุม เข้าสู่หน้าจอการตรวจสอบอินพุต/เอาต์พุต และสังเกตว่าสถานะสัญญาณของเซ็นเซอร์ที่เกี่ยวข้องเป็นปกติหรือไม่ หากสัญญาณเซ็นเซอร์ผิดปกติ ให้ตรวจสอบว่าสายไฟหลวมหรือไม่ หัวเซ็นเซอร์ถูกกีดขวางด้วยสิ่งแปลกปลอมหรือไม่ หรือเสียหายหรือไม่ ซึ่งโดยปกติแล้วจะช่วยให้ระบุปัญหาได้อย่างรวดเร็ว2. ความคลาดเคลื่อนของพารามิเตอร์ผลิตภัณฑ์และความชื้นของวัสดุพื้นฐานที่ควบคุมไม่ได้นี่เป็นหนึ่งในปัญหาที่พบบ่อยที่สุดในกระบวนการผลิต เมื่อก้อนอิฐมีขนาดผิดปกติ ความแข็งแรงไม่เพียงพอ หรือมีตำหนิทางด้านรูปลักษณ์ มักไม่ใช่ปัญหาที่ตัวอุปกรณ์เอง แต่เป็นเพราะการเปลี่ยนแปลงของสูตรการผลิตหรือปริมาณความชื้นของวัตถุดิบ ในกรณีเช่นนี้ แนะนำให้บันทึกวิดีโอขั้นตอนการผลิตอิฐอย่างชัดเจนและส่งไปยังผู้ผลิตอุปกรณ์ทันที ช่างเทคนิคผู้เชี่ยวชาญสามารถตรวจสอบสภาพของอิฐจากระยะไกลเพื่อพิจารณาว่าปัญหาอยู่ที่อัตราส่วนของส่วนผสมหรือการเปลี่ยนแปลงของพารามิเตอร์อุปกรณ์ จากนั้นจึงทำการปรับเปลี่ยนอย่างตรงจุด ในกรณีส่วนใหญ่ คำแนะนำจากระยะไกลจากผู้ผลิตสามารถแก้ไขปัญหาได้ ทำให้ไม่จำเป็นต้องซ่อมแซมในสถานที่และลดเวลาหยุดทำงานลงอย่างมาก3. ความผิดปกติของระบบไฮดรอลิกระบบไฮดรอลิกเป็นแหล่งพลังงานหลักของเครื่องผลิตอิฐ เมื่อเครื่องมีแรงดันไม่เพียงพอ การทำงานช้าลง หรือมีน้ำมันรั่วซึม ให้ตรวจสอบระดับน้ำมันไฮดรอลิกก่อน ว่าอยู่ในระดับปกติหรือไม่ อุณหภูมิน้ำมันสูงเกินไปหรือไม่ และระบบระบายความร้อนทำงานหรือไม่ ก่อนเริ่มใช้งานเครื่องทุกวัน ให้เปิดเกจวัดแรงดันเพื่อตรวจสอบว่าแรงดันใช้งานตรงตามค่าที่ตั้งไว้หรือไม่ หากพบว่าน้ำมันไฮดรอลิกเสื่อมสภาพหรือระดับน้ำมันต่ำ ให้เติมหรือเปลี่ยนน้ำมันด้วยน้ำมันไฮดรอลิกชนิดเดียวกันทันที ห้ามผสมน้ำมันต่างยี่ห้อหรือต่างเกรดกันเด็ดขาด II. ระบบการบำรุงรักษาประจำวัน การจัดตั้งระบบการบำรุงรักษาอย่างสม่ำเสมอเป็นวิธีที่มีประสิทธิภาพที่สุดในการยืดอายุการใช้งานของอุปกรณ์และป้องกันการทำงานผิดปกติอย่างกะทันหันสิ่งจำเป็นประจำสัปดาห์ – การหล่อลื่นและการบำรุงรักษาปลอกนำทางเป็นชิ้นส่วนที่มีความแม่นยำสูงซึ่งเป็นส่วนหนึ่งของการเคลื่อนที่ขึ้นลงของเครื่องผลิตอิฐ ควรหล่อลื่นอย่างน้อยสัปดาห์ละครั้งเพื่อให้การเคลื่อนที่ราบรื่นและลดการสึกหรอ นอกจากนี้ ควรตรวจสอบความสะอาดและการหล่อลื่นของชิ้นส่วนที่เคลื่อนไหวทั้งหมด รวมถึงตลับลูกปืน เสานำทาง และรางเฟืองด้วยเปลี่ยนถ่ายน้ำมันกล่องสั่นสะเทือนทุกๆ 2-3 เดือนกล่องสั่นสะเทือนเป็นหัวใจสำคัญของเครื่องผลิตอิฐ และคุณภาพของน้ำมันหล่อลื่นมีผลโดยตรงต่อประสิทธิภาพการสั่นสะเทือนและอายุการใช้งานของอุปกรณ์ ภายใต้สภาวะปกติ ควรเปลี่ยนน้ำมันหล่อลื่นในกล่องสั่นสะเทือนทั้งหมดทุกๆ 2-3 เดือน น้ำมันหล่อลื่นจะถูกใช้ไปตามปกติในระหว่างการใช้งานประจำวันและต้องเติมให้เต็มทันที ระดับน้ำมันควรอยู่ที่ระหว่าง 30 ถึง 40 มิลลิเมตร นอกจากนี้ ตรวจสอบทิศทางการหมุนของมอเตอร์ไฮดรอลิกให้ถูกต้อง โดยตรวจสอบตามเครื่องหมายบนอุปกรณ์ การหมุนผิดทิศทางอาจทำให้ระบบสั่นสะเทือนเสียหายอย่างร้ายแรงการตรวจสอบสายพานและสลักเกลียวควรตรวจสอบสายพานขับเคลื่อนของเครื่องจักรทั้งหมดอย่างสม่ำเสมอ ปรับหรือเปลี่ยนใหม่ทันทีหากพบว่าสึกหรอ ลื่น หรือหลวม เพื่อป้องกันการส่งกำลังล้มเหลวเนื่องจากสายพานทำงานผิดปกติ นอกจากนี้ ควรตรวจสอบความแน่นของสลักเกลียวทั้งหมดก่อนเริ่มใช้งานทุกครั้ง โดยเฉพาะสลักเกลียวที่เชื่อมต่อชิ้นส่วนที่มีการสั่นสะเทือนความถี่สูง เช่น กล่องสั่นสะเทือนและหัวกด สลักเกลียวที่หลวมอาจทำให้เกิดความเสียหายต่อเนื่องได้ III. ข้อควรระวังในการใช้งานเครื่องจักรการปฏิบัติงานตามมาตรฐานเป็นด่านแรกในการป้องกันความผิดพลาด ต่อไปนี้คือประเด็นสำคัญที่ควรปฏิบัติตามในระหว่างการปฏิบัติงานประจำวัน:1. ก่อนเริ่มใช้งานเครื่อง โปรดตรวจสอบว่าแหล่งจ่ายไฟทำงานปกติ สลักเกลียวทั้งหมดขันแน่น และจุดหล่อลื่นทั้งหมดได้รับการหล่อลื่นแล้ว2. ตรวจสอบระดับน้ำมันไฮดรอลิก อุณหภูมิน้ำมัน และการทำงานของระบบระบายความร้อน3. เมื่อเริ่มงาน ให้เปิดเกจวัดแรงดันเพื่อตรวจสอบว่าแรงดันใช้งานเป็นไปตามมาตรฐานหรือไม่4. ตรวจสอบให้แน่ใจว่าระดับน้ำมันของเครื่องสั่นอยู่ระหว่าง 30-40 มม. และยืนยันว่าทิศทางการหมุนของมอเตอร์ไฮดรอลิกสอดคล้องกับทิศทางที่ทำเครื่องหมายไว้5. รักษาชิ้นส่วนที่เคลื่อนไหวทั้งหมดของเครื่องจักรให้สะอาดและหล่อลื่นอยู่เสมอ โดยให้ความสำคัญเป็นพิเศษกับตลับลูกปืน เสาไกด์ และรางเฟือง6. ควรตรวจสอบสายพานบ่อยๆ หากพบว่าสึกหรอ ลื่น หรือหลวม ควรเปลี่ยนหรือปรับสายพานทันที7. ในระหว่างการผลิต ให้สังเกตวัสดุที่ติดอยู่บนแผ่นกด หากจำเป็น ให้หยุดเครื่องเพื่อทำความสะอาด เพื่อป้องกันไม่ให้คุณภาพของอิฐที่ผลิตได้ได้รับผลกระทบ8. ปฏิบัติตามข้อกำหนดของอุปกรณ์เกี่ยวกับการหล่อลื่นอย่างเคร่งครัด เติมน้ำมันหล่อลื่นในเครื่องสั่นทันทีเมื่อหมด9. เมื่ออุปกรณ์ติดขัด ให้ปิดปั๊มน้ำมันก่อนทำการแก้ไขปัญหา ห้ามฝืนใช้งานเด็ดขาด10. หลังจากใช้งานเสร็จในแต่ละวัน ให้ทำความสะอาดและเช็ดเครื่องจักรให้แห้ง ทาน้ำมันหล่อลื่น และห้ามล้างเครื่องจักรด้วยน้ำเด็ดขาด IV. การวินิจฉัยข้อผิดพลาดและการสนับสนุนระยะไกลระบบควบคุมเครื่องผลิตอิฐสมัยใหม่ เครื่องจักรมีฟังก์ชันแสดงข้อผิดพลาดอัตโนมัติ ระหว่างการผลิต โปรดเข้าสู่หน้าจอแสดงผล เมื่อเกิดข้อผิดพลาด หน้าจอนี้จะแสดงกล่องข้อความแจ้งเตือนที่ระบุตำแหน่งของข้อผิดพลาดและวิธีการแก้ไขปัญหา ผู้ใช้สามารถลองแก้ไขปัญหาด้วยตนเองตามคำแนะนำ หากปัญหายังคงอยู่ โปรดติดต่อผู้ผลิตอุปกรณ์เพื่อขอรับการสนับสนุนทางเทคนิคจากระยะไกล ห้ามฝืนสตาร์ทเครื่องหากไม่ทราบสาเหตุของข้อผิดพลาดอย่างชัดเจน เนื่องจากอาจทำให้ปัญหาเล็กน้อยลุกลามกลายเป็นความผิดปกติร้ายแรงได้ V. รายการชิ้นส่วนสิ้นเปลืองและคำแนะนำในการจัดเก็บสำรองเครื่องจักรผลิตอิฐมีชิ้นส่วนสิ้นเปลืองหลายประเภท การรักษาสต็อกชิ้นส่วนอะไหล่ที่เหมาะสมล่วงหน้าจะช่วยลดเวลาหยุดทำงานจาก "หลายวัน" เหลือ "ไม่กี่ชั่วโมง" ในกรณีที่เกิดความผิดพลาด ต่อไปนี้คือสรุปชิ้นส่วนสิ้นเปลืองหลักสำหรับแต่ละระบบ:ส่วนประกอบหลัก: สลักเกลียวหัวกด, แม่พิมพ์สปริง 20, สกรูตู้แม่พิมพ์ส่วนประกอบลดแรงสั่นสะเทือน: แผ่นยางรอง, ซีลกันน้ำมันแบบร่องส่วนประกอบของรถเข็นวัสดุ: เพลารถเข็นวัสดุ, แขนสวิง, ส้อมคน, หมุดคน, ตลับลูกปืนรถเข็นวัสดุ, แปรงลวดส่วนประกอบของสถานีไฮดรอลิก: วาล์วสัดส่วนเดี่ยว, วาล์วควบคุมทิศทาง, ซีลกันน้ำมันกระบอกสูบส่วนประกอบควบคุมทางไฟฟ้า: รีเลย์ขนาดเล็ก เซ็นเซอร์ เซ็นเซอร์แสง ปุ่มกดเรืองแสง สวิตช์หยุดฉุกเฉินคำแนะนำเกี่ยวกับอะไหล่: ควรสำรองชิ้นส่วนควบคุมไฟฟ้า เช่น เซ็นเซอร์ เซ็นเซอร์แสง รีเลย์ขนาดเล็ก และสวิตช์หยุดฉุกเฉิน ไว้ 2-3 ชุด เนื่องจากชิ้นส่วนเหล่านี้มีอัตราการเสียสูง และหากเสียหายจะทำให้เครื่องใช้งานไม่ได้ แนะนำให้สำรองชิ้นส่วนซีล เช่น ซีลน้ำมันกระบอกสูบ แผ่นยาง และซีลน้ำมันแบบร่อง ไว้ 2-3 ชุด เนื่องจากอายุการใช้งานและการรั่วซึมจะส่งผลกระทบอย่างรุนแรงต่อประสิทธิภาพการทำงานของเครื่อง และควรสำรองชิ้นส่วนกลไกที่สึกหรอง่าย เช่น สลักเกลียวหัวแรงดัน เพลารถเข็นวัสดุ และส้อมกวน ไว้ 2-3 ชุด ชิ้นส่วนเหล่านี้ราคาไม่แพง แต่ต้องเปลี่ยนบ่อยเมื่อเสียหาย VI. บทสรุปเดอะ การบำรุงรักษาและการจัดการอุปกรณ์การผลิตอิฐ โดยสรุปแล้ว สิ่งสำคัญมีอยู่สามประการ ได้แก่ การป้องกันก่อน การตรวจสอบอย่างทันท่วงที และการมีอะไหล่พร้อมใช้งาน การทำงานผิดปกติของเซ็นเซอร์และการเบี่ยงเบนของพารามิเตอร์มักเป็นสัญญาณแรกของการแจ้งเตือนระบบหรือความผิดปกติของคุณภาพผลิตภัณฑ์ ซึ่งผู้ปฏิบัติงานจำเป็นต้องมีทักษะการตัดสินใจขั้นพื้นฐาน การหยอดน้ำมันทุกสัปดาห์ การเปลี่ยนถ่ายน้ำมันทุกไตรมาส และการทำความสะอาดทุกวัน—งานประจำวันที่ดูเหมือนน่าเบื่อเหล่านี้ คือวิธีที่มีประสิทธิภาพที่สุดในการป้องกันการหยุดทำงานกะทันหันสำหรับบริษัทผลิตอิฐ แทนที่จะกังวลใจรอการซ่อมแซมหลังจากเครื่องจักรเสีย ควรใช้เวลาเพิ่มอีกสิบนาทีในการตรวจสอบและสำรองชิ้นส่วนอะไหล่ที่สำคัญไว้บ้างในแต่ละวัน เครื่องจักรผลิตอิฐที่ได้รับการบำรุงรักษาอย่างดีไม่เพียงแต่เป็นเครื่องรับประกันประสิทธิภาพการผลิตเท่านั้น แต่ยังเป็นรากฐานสำคัญของคุณภาพผลิตภัณฑ์ที่คงที่อีกด้วยดูข้อมูลเพิ่มเติมได้ที่เว็บไซต์ของเรา:https://www.yxbrickequipment.com
อ่านเพิ่มเติม