ระบบควบคุมอัตโนมัติสำหรับเครื่องผลิตอิฐคอนกรีต: เทคโนโลยี PLC ช่วยให้ควบคุมการผลิตได้อย่างแม่นยำได้อย่างไร
Mar 31, 2026
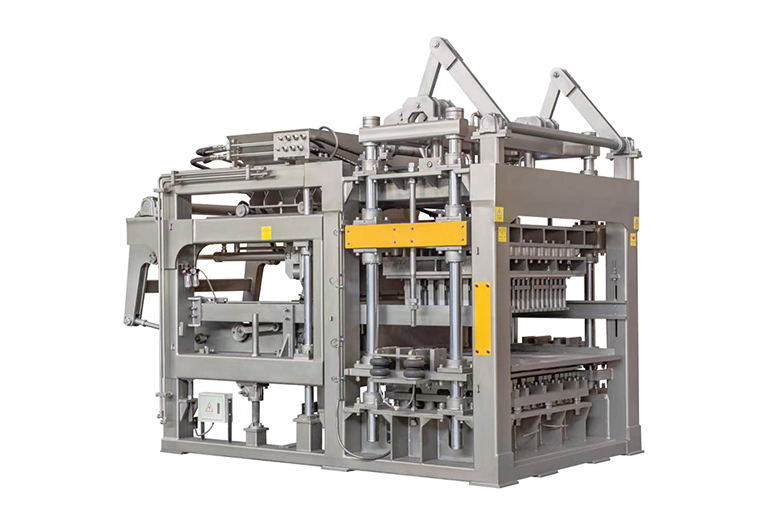
ระบบควบคุมอัตโนมัติสำหรับเครื่องผลิตอิฐคอนกรีต: เทคโนโลยี PLC ช่วยให้ควบคุมการผลิตได้อย่างแม่นยำได้อย่างไร ในอุตสาหกรรมการก่อสร้างสมัยใหม่ อิฐคอนกรีตซึ่งเป็นวัสดุก่อสร้างพื้นฐาน มีผลโดยตรงต่อความปลอดภัยในการก่อสร้างและประสิทธิภาพของโครงการในแง่ของคุณภาพการผลิต การผลิตอิฐคอนกรีตแบบดั้งเดิมอาศัยการทำงานด้วยมือและการตัดสินใจโดยอาศัยประสบการณ์ ซึ่งส่งผลให้เกิดปัญหาต่างๆ เช่น คุณภาพผันผวนมาก การสิ้นเปลืองวัตถุดิบจำนวนมาก และประสิทธิภาพการผลิตต่ำ ปัจจุบัน ด้วยการประยุกต์ใช้เทคโนโลยี PLC (Programmable Logic Controller) อย่างแพร่หลาย เครื่องจักรผลิตอิฐคอนกรีตได้ก้าวข้ามจาก "การผลิตแบบกระจาย" ไปสู่ "การผลิตอัจฉริยะที่แม่นยำ" บทความนี้จะเจาะลึกถึงวิธีการที่เทคโนโลยี PLC ควบคุมทุกแง่มุมของการผลิตอิฐคอนกรีตอย่างแม่นยำและชาญฉลาด I. เทคโนโลยี PLC: "สมองอุตสาหกรรม" ของเครื่องจักรผลิตอิฐคอนกรีต PLC เป็นตัวควบคุมหลักของระบบอัตโนมัติทางอุตสาหกรรม มีความน่าเชื่อถือสูง มีความสามารถในการป้องกันการรบกวนได้ดี และมีคุณลักษณะการเขียนโปรแกรมที่ยืดหยุ่น ทำให้เป็นตัวเลือกที่เหมาะสมสำหรับระบบควบคุมเครื่องผลิตอิฐคอนกรีต หน้าที่หลักของ PLC ได้แก่: การจัดตารางงานแบบหลายงาน: การจัดการแอคทูเอเตอร์มากกว่าสิบตัวพร้อมกัน รวมถึงการจ่ายวัตถุดิบ การขึ้นรูปด้วยระบบไฮดรอลิก การอัดแน่นด้วยระบบสั่น และการจับยึดด้วยหุ่นยนต์ ช่วยให้การเชื่อมต่อระหว่างแต่ละขั้นตอนเป็นไปอย่างราบรื่น ตัวอย่างเช่น เครื่องจักรผลิตอิฐชนิดหนึ่ง การประสานงานของ PLC กับลำดับการทำงานของกระบอกไฮดรอลิกและมอเตอร์สั่น ช่วยลดระยะเวลาการกดขึ้นรูปแต่ละครั้งเหลือเพียง 12 วินาที เพิ่มประสิทธิภาพได้ถึง 40% เมื่อเทียบกับเครื่องจักรแบบดั้งเดิม การรับข้อมูลแบบเรียลไทม์: การเชื่อมต่อจุดตรวจสอบกว่า 200 จุด รวมถึงเซ็นเซอร์วัดแรงดัน เซ็นเซอร์วัดการเคลื่อนที่ และเซ็นเซอร์วัดอุณหภูมิ เพื่อสร้าง "ดิจิทัลทวิน" ที่ครอบคลุมสายการผลิตทั้งหมด ยกตัวอย่างเช่น สายการผลิตหนึ่งสาย PLC จะรวบรวมข้อมูล 50 ชุดต่อวินาที โดยตรวจสอบพารามิเตอร์สำคัญ เช่น แรงดันระบบไฮดรอลิก (ความแม่นยำ ±0.1 MPa) และอุณหภูมิแม่พิมพ์ (±1℃) แบบเรียลไทม์ การตัดสินใจอย่างชาญฉลาดและการให้ข้อเสนอแนะ: PLC จะปรับการทำงานของแอคทูเอเตอร์แบบไดนามิกโดยใช้อัลกอริทึมควบคุม PID โดยอาศัยไลบรารีพารามิเตอร์กระบวนการที่กำหนดไว้ล่วงหน้า ตัวอย่างเช่น เมื่อเซ็นเซอร์ความดันตรวจพบว่าความดันในการขึ้นรูปเบี่ยงเบนจากค่าที่ตั้งไว้ (เช่น 15 MPa) PLC จะปรับการเปิดวาล์วตามสัดส่วนภายใน 0.2 วินาที เพื่อควบคุมความผันผวนของความดันให้อยู่ภายใน ±0.3 MPa II. สถานการณ์การใช้งานหลักของเทคโนโลยี PLC สำหรับการควบคุมการผลิตที่แม่นยำ กระบวนการหลักในการผลิตอิฐคอนกรีตประกอบด้วย การกำหนดสัดส่วนวัตถุดิบ การผสม การกระจายวัสดุ การขึ้นรูป การถอดแบบ และการลำเลียง เทคโนโลยี PLC ช่วยให้กระบวนการผลิตทั้งหมดเป็นไปโดยอัตโนมัติและมีความแม่นยำผ่านการควบคุมที่แม่นยำในแต่ละขั้นตอน ตัวอย่างการใช้งานเฉพาะมีดังต่อไปนี้: (I) การควบคุมสัดส่วนวัตถุดิบอย่างแม่นยำ: จาก "การประมาณค่าโดยประสบการณ์" สู่ "การวัดปริมาณแบบดิจิทัล" ความแม่นยำในการกำหนดสัดส่วนวัตถุดิบโดยตรงเป็นตัวกำหนดประสิทธิภาพหลักของอิฐคอนกรีต เช่น ความแข็งแรงและความทนทาน วิธีการผลิตแบบดั้งเดิมอาศัยการชั่งน้ำหนักด้วยมือ ซึ่งมีข้อผิดพลาดสูงและได้รับผลกระทบจากปัจจัยมนุษย์ได้ง่าย เทคโนโลยี PLC ร่วมกับเซ็นเซอร์วัดน้ำหนักและตัวแปลงความถี่ ช่วยให้สามารถควบคุมการกำหนดสัดส่วนวัตถุดิบได้อย่างแม่นยำและเป็นอัตโนมัติ ขั้นแรก ผู้ปฏิบัติงานป้อนสูตรการผลิต (เช่น สัดส่วนของปูนซีเมนต์ ทราย เถ้าลอย และน้ำ) ผ่านทางอินเทอร์เฟซระหว่างมนุษย์กับเครื่องจักร ตัวควบคุม PLC จะคำนวณน้ำหนักเป้าหมายของวัตถุดิบแต่ละชนิดตามพารามิเตอร์ของสูตร และส่งคำสั่งไปยังตัวแปลงความถี่ในแต่ละไซโลวัตถุดิบ ในระหว่างกระบวนการป้อน เซ็นเซอร์วัดน้ำหนักจะรวบรวมข้อมูลน้ำหนักวัตถุดิบแบบเรียลไทม์และส่งข้อมูลกลับไปยังตัวควบคุม PLC PLC จะปรับความถี่การทำงานของเครื่องป้อนแบบเรียลไทม์โดยใช้อัลกอริธึมควบคุม PID: เมื่อน้ำหนักวัตถุดิบเข้าใกล้ค่าเป้าหมาย ความเร็วของเครื่องป้อนจะลดลง ลดปริมาณการป้อนลง เมื่อถึงน้ำหนักเป้าหมายแล้ว คำสั่งหยุดการป้อนจะถูกส่งออกไปทันที กระบวนการทั้งหมดใช้เวลาตอบสนองน้อยกว่า 0.5 วินาที และความคลาดเคลื่อนของน้ำหนักสามารถควบคุมได้ภายใน ±0.5% ซึ่งเหนือกว่าความแม่นยำของการทำงานด้วยมืออย่างมาก ในขณะเดียวกัน ระบบ PLC สามารถจัดเก็บสูตรการผลิตได้หลายสูตร รองรับการสลับระหว่างอิฐประเภทต่างๆ ได้อย่างรวดเร็ว (อิฐมาตรฐาน อิฐกลวง อิฐพรุน) ช่วยเพิ่มความยืดหยุ่นในการผลิตได้อย่างมาก (II) การควบคุมกระบวนการผสมอย่างชาญฉลาด: การทำให้ส่วนผสมวัตถุดิบมีความสม่ำเสมอ ความสม่ำเสมอในการผสมวัตถุดิบคอนกรีตส่งผลโดยตรงต่อความหนาแน่นและความแข็งแรงของอิฐ เทคโนโลยี PLC ช่วยให้กระบวนการผสมมีประสิทธิภาพมากขึ้นอย่างชาญฉลาด โดยการควบคุมความเร็วของมอเตอร์ผสมและเวลาในการผสมอย่างแม่นยำ ก่อนเริ่มการผสม PLC จะปรับความเร็วของมอเตอร์ผสมโดยอัตโนมัติตามความแห้งของวัตถุดิบ (ข้อมูลที่เก็บรวบรวมโดยเซ็นเซอร์วัดความชื้น): เมื่อวัตถุดิบค่อนข้างแห้ง ความเร็วจะเพิ่มขึ้นเพื่อเพิ่มแรงในการผสม เมื่อวัตถุดิบค่อนข้างเปียก ความเร็วจะลดลงเพื่อหลีกเลี่ยงการกระเด็นของส่วนผสม ในระหว่างกระบวนการผสม PLC จะตรวจสอบเวลาในการผสมแบบเรียลไทม์และกำหนดรอบการผสมคงที่ตามข้อกำหนดการผสมของสูตรต่างๆ (โดยปกติ 60-120 วินาที) หลังจากรอบการผสมสิ้นสุดลง ระบบจะออกคำสั่งให้หยุดการผสมและเริ่มการระบายโดยอัตโนมัติ นอกจากนี้ ระบบ PLC ยังมีฟังก์ชันตรวจสอบความผิดปกติของการผสม เมื่อกระแสไฟฟ้าของมอเตอร์ผสมผันผวนผิดปกติ (เช่น การจับตัวเป็นก้อนของวัตถุดิบทำให้เกิดภาระมากเกินไป) ระบบจะส่งสัญญาณเตือนและหยุดเครื่องทันทีเพื่อป้องกันความเสียหายของอุปกรณ์ ด้วยการควบคุมอย่างแม่นยำของ PLC ทำให้สามารถปรับปรุงความสม่ำเสมอในการผสมวัตถุดิบได้มากกว่า 30% ซึ่งช่วยลดปัญหาต่างๆ เช่น การแตกร้าวของอิฐและความแข็งแรงไม่เพียงพอที่เกิดจากการผสมที่ไม่สม่ำเสมอได้อย่างมีประสิทธิภาพ (III) การควบคุมตำแหน่งและการขึ้นรูปวัสดุอย่างแม่นยำ: การผลิตอิฐคอนกรีตให้ได้ขนาดและความหนาแน่นที่สม่ำเสมอ การวางและการขึ้นรูปวัสดุเป็นขั้นตอนสำคัญในการผลิตอิฐคอนกรีต เทคโนโลยี PLC ควบคุมปริมาณการวางวัสดุ แรงดันการขึ้นรูป และการเคลื่อนที่ของแม่พิมพ์อย่างแม่นยำ โดยการควบคุมการทำงานร่วมกันของเครื่องวางวัสดุ ระบบไฮดรอลิก และแม่พิมพ์ ในขั้นตอนการป้อนวัสดุ PLC จะคำนวณปริมาณวัสดุที่ต้องการตามขนาดของแม่พิมพ์และชนิดของอิฐ ควบคุมความเร็วในการทำงานและเวลาในการป้อนของเครื่องป้อนวัสดุ ในขณะเดียวกัน เซ็นเซอร์วัดการเคลื่อนที่จะตรวจสอบการเคลื่อนที่ของเครื่องจักรเพื่อให้แน่ใจว่าพื้นที่การป้อนครอบคลุมโพรงแม่พิมพ์ทั้งหมด ป้องกันการขาดแคลนหรือมากเกินไปของวัสดุ ในขั้นตอนการขึ้นรูป PLC จะรวบรวมข้อมูลแรงดันแบบเรียลไทม์จากระบบไฮดรอลิกผ่านเซ็นเซอร์วัดแรงดัน โดยจะตั้งค่าแรงดันเป้าหมาย (โดยทั่วไป 15-30 MPa) ตามข้อกำหนดความแข็งแรงของอิฐ เมื่อแรงดันไฮดรอลิกถึงค่าเป้าหมาย PLC จะออกคำสั่งให้คงแรงดันไว้ เวลาในการคงแรงดันจะถูกปรับโดยอัตโนมัติตามพารามิเตอร์ของสูตร (โดยทั่วไป 5-10 วินาที) เพื่อให้แน่ใจว่าความหนาแน่นของอิฐสม่ำเสมอ ในขณะเดียวกัน เซ็นเซอร์วัดระยะการเคลื่อนที่จะตรวจสอบการยกและลดระดับของแม่พิมพ์แบบเรียลไทม์ PLC จะควบคุมความเร็วในการเปิดและปิดแม่พิมพ์อย่างแม่นยำโดยอาศัยข้อมูลการเคลื่อนที่ เพื่อป้องกันการแตกหักของอิฐเนื่องจากการเคลื่อนที่ของแม่พิมพ์มากเกินไป ด้วยการควบคุมที่ประสานงานกันของ PLC ทำให้สามารถควบคุมความคลาดเคลื่อนของขนาดอิฐให้อยู่ภายใน ±2 มม. ปรับปรุงความสม่ำเสมอของความหนาแน่นได้มากกว่า 25% และเพิ่มอัตราการผลิตที่ได้มาตรฐานอย่างมีนัยสำคัญ (IV) การควบคุมการถอดแบบ การลำเลียง และการบ่มแบบประสานกัน: เทคโนโลยี PLC ช่วยให้สามารถควบคุมกระบวนการผลิตแบบวงปิดได้อย่างแม่นยำ ไม่เพียงแต่ควบคุมแต่ละขั้นตอนได้อย่างถูกต้องเท่านั้น แต่ยังสร้างกระบวนการผลิตแบบวงปิดที่สมบูรณ์แบบผ่านการควบคุมที่ประสานกันของแต่ละขั้นตอน หลังจากขึ้นรูปอิฐแล้ว PLC จะตรวจสอบว่าอิฐมีความแข็งแรงพอที่จะถอดออกจากแม่พิมพ์หรือไม่ โดยพิจารณาจากข้อมูลเวลาในการขึ้นรูปและแรงดัน จากนั้นจะออกคำสั่งถอดออกจากแม่พิมพ์ ควบคุมกลไกการถอดออกจากแม่พิมพ์และสายพานลำเลียงให้ทำงานร่วมกันเพื่อลำเลียงอิฐไปยังพื้นที่บ่มอย่างราบรื่น ระหว่างกระบวนการลำเลียง เซ็นเซอร์โฟโตอิเล็กทริกจะตรวจสอบตำแหน่งของอิฐแบบเรียลไทม์ และ PLC จะปรับความเร็วของสายพานลำเลียงโดยอัตโนมัติตามจำนวนอิฐเพื่อป้องกันการสะสมของอิฐหรือช่องว่างที่มากเกินไป ในขั้นตอนการบ่ม PLC จะรวบรวมข้อมูลสภาพแวดล้อมจากเตาอบบ่มโดยใช้เซ็นเซอร์วัดอุณหภูมิและความชื้น เปรียบเทียบกับค่าอุณหภูมิและความชื้นคงที่ที่ตั้งไว้ล่วงหน้า (อุณหภูมิ 20-30℃ ความชื้นมากกว่า 90%) โดยการควบคุมการเริ่มและหยุดการทำงานของอุปกรณ์ทำความร้อนและพ่นละอองน้ำ ทำให้สามารถควบคุมสภาพแวดล้อมการบ่มได้อย่างแม่นยำ หลังจากบ่มเสร็จแล้ว PLC จะออกคำสั่งควบคุมสายพานลำเลียงโดยอัตโนมัติเพื่อขนส่งอิฐที่ผลิตเสร็จแล้วไปยังพื้นที่จัดเก็บ พร้อมทั้งนับจำนวนการผลิตไปพร้อมกัน กระบวนการทั้งหมดนี้ไม่จำเป็นต้องมีการแทรกแซงจากมนุษย์ ทำให้การผลิตเป็นไปโดยอัตโนมัติอย่างสมบูรณ์ตั้งแต่ต้นทางจนถึงผลิตภัณฑ์สำเร็จรูป เพิ่มประสิทธิภาพการผลิตได้มากกว่า 50% III. ข้อได้เปรียบหลักของเทคโนโลยี PLC ในการควบคุมความแม่นยำสูง เมื่อเปรียบเทียบกับวิธีการควบคุมแบบดั้งเดิม เทคโนโลยี PLC มีข้อได้เปรียบที่สำคัญในการควบคุมเครื่องจักรผลิตอิฐคอนกรีตแบบอัตโนมัติ โดยหลักๆ แล้วมีข้อดีในสามด้านดังต่อไปนี้: ประการแรก ความน่าเชื่อถือและเสถียรภาพสูง PLC ระดับอุตสาหกรรมมีความสามารถในการต้านทานการรบกวนสูงและสามารถทำงานได้อย่างเสถียรในสภาพแวดล้อมที่ซับซ้อน เช่น ฝุ่น การสั่นสะเทือน และความผันผวนของแรงดันไฟฟ้า เวลาเฉลี่ยระหว่างความล้มเหลว (MTBF) สามารถเกิน 100,000 ชั่วโมง ซึ่งช่วยลดเวลาหยุดทำงานของอุปกรณ์ได้อย่างมากและรับประกันการผลิตอย่างต่อเนื่อง ประการที่สอง ความแม่นยำในการควบคุมสูง ด้วยการควบคุมแบบดิจิทัลและอัลกอริธึมการปรับ PID PLC สามารถควบคุมพารามิเตอร์ต่างๆ เช่น น้ำหนัก ความดัน การเคลื่อนที่ และเวลาได้อย่างแม่นยำ โดยมีข้อผิดพลาดต่ำกว่าการทำงานด้วยตนเองและการควบคุมด้วยรีเลย์อย่างมาก ซึ่งช่วยปรับปรุงเสถียรภาพคุณภาพของผลิตภัณฑ์ได้อย่างมีประสิทธิภาพ ประการที่สาม ความยืดหยุ่นและความสามารถในการขยายขนาดสูง PLC ใช้การออกแบบแบบโมดูลาร์ รองรับการขยายโมดูลอินพุต/เอาต์พุตต่างๆ สามารถเพิ่มฟังก์ชันการควบคุม (เช่น การตรวจสอบระยะไกลและการวิเคราะห์ทางสถิติของข้อมูล) ได้ตามความต้องการในการผลิต ในขณะเดียวกัน โปรแกรม PLC สามารถแก้ไขได้อย่างยืดหยุ่นผ่านซอฟต์แวร์ รองรับการสลับอย่างรวดเร็วระหว่างสูตรการผลิตและประเภทอิฐต่างๆ เพื่อปรับให้เข้ากับความต้องการของตลาดที่เปลี่ยนแปลงไป ตั้งแต่การวัดน้ำหนักที่แม่นยำไปจนถึงสภาพแวดล้อมการบ่มที่คงที่ จากการประสานงานการทำงานที่แม่นยำระดับมิลลิวินาทีไปจนถึงการตรวจสอบย้อนกลับข้อมูลแบบครบวงจร เทคโนโลยี PLC ด้วยความน่าเชื่อถือ ความแม่นยำ และความยืดหยุ่นที่ไม่มีใครเทียบได้ ช่วยให้การผลิตอิฐคอนกรีตมี "ดวงตาอัจฉริยะ" และ "มือที่มั่นคง" ไม่เพียงแต่เป็นผู้ดำเนินการควบคุมอัตโนมัติเท่านั้น แต่ยังเป็นตัวขับเคลื่อนสำคัญในการบรรลุการผลิตแบบลีน คุณภาพที่เป็นมาตรฐาน และการจัดการแบบดิจิทัล ด้วยวิวัฒนาการทางเทคโนโลยีอย่างต่อเนื่อง PLC จะยังคงนำพาอุตสาหกรรมการผลิตอิฐคอนกรีตไปสู่อนาคตที่มีประสิทธิภาพ ประหยัดพลังงาน และชาญฉลาดมากยิ่งขึ้นอย่างมั่นคง
อ่านเพิ่มเติม